Simulationsmodell
Mit dem Modell eines Batch-Prozesses kommt aus der Verfahrenstechnik. Dort werden diskontinuierliche Chargen- oder Stapelprozesse eingesetzt, um z.B. chemische Reaktionen kontrolliert ablaufen zulassen. Der Prozess wird periodisch wiederholt. Fasst man das Prozessverständniss allgemeiner, dann lassen sich eine Vielzahl von technischen Produktionsprozessen als peridische Batch-Prozesse modellieren.
Neben der ideellen Zeitfunktion treten in der realen Produktionswelt zahlreiche Störeinflüssen auf: - Variation der Reaktionszeiten bzw. Ablauf-Zeitspannen - Variation von Prozessgrößen - Rauschsignal-Überlagerungen - Driften - ...
Zur Modellierung dieser Einflussgrößen können stochastiasche Teilmodelle eingesetzt werden.
Lineare Interpolation
Zwischen Stützstellen werden die Zwischenwerte linear berechnet. Es werden n Stützzstellen vorgegeben, die streng Monton angeordnet sein müssen. Gegeben sind zwei Datenpukte (t_i, x_i) und (t_{i+1}, x_{i+1}), die durch eine Strecke miteinander verbunden werden:
Gegeben ist eine Folge von Punkten: $$ [t_i, x_i], i=0(1)n $$
Die Vorgabe der Zeitabschnitte erfolgt abschnittsweise: $$t_i = t_{i-1} + \Delta t_i $$
Beispiele:
dt = [0, 10, 30, 43.2, 100, 120]
x = [0, 0, 3.2, 8.2, 5, 0]
Stochastik
Die verschiedenen Werte sowohl bezogen auf die Zeitachse als auch auf die Werteachse können in Realprozessen variieren. Dieses Veränderungsverhalten wird in diesem Simulationsmodell stochastisch - also zufallsgesteuert - modelliert. Als Verteilungen kommen eine Gleichverteilung, eine Normalverteilung oder andere in Frage. Die meisten Produktionsprozessen verhalten sich in ihren Schwankungen normalverteilt.
Normalverteilung und ihre Parameter
Die Gaußsche Normalvertielung
wird mit den Parametern - \mu == Mittelwert - \sigma == Standardabweichung
beschrieben. Die resultierende Häufigkeitsverteilung zeigt das nachfolgende Bild:

Unter Vorgabe der Streubreite \sigma lassen sich Zahlen generieren, die zu 68,3 % innerhalb des Bereichs \pm \sigma liegen.
Dieser Ansatz wird nun auf die Vorgabe des Batchprozesses angewendet. Amplitudenvorgaben können um x_i = \hat{x}_i \pm \sigma zufällig variieren, Zeitangaben hingegen sollen nur "Länger" werden können t_i = \hat{t}_i + |\sigma|.

Die Vorgabe einer Batch-Zeitreihe sieht nun so aus:
# Zeitabschnitte ==Differenzen, erster Wert = 0 !
dt = [0, 10, 20, 50, 60]
# Sigma (erster Wert =0)
tSig = [0, 50.01, 0.05, 0.06, 0.1]
[[bat]]
# Amplitudenwerte
x = [0, 0, 50, 50, 0]
# Rauschanteil (pro Durchlauf)
xSig = [0.001, 0.001, 0.005, 5, 0.002]
Signalmodell
Der Gesamtverlauf wird nun mittels eines Messrauschen und einem Regelkreis, bestehnd aus dem Regler F_R(s) PI-Regler und der zu regelnden Strecke F_S(s) als PT1-Strecke weiter an realen Prozesssignale angepasst. Der Signalflussplan erklärt die Signalverarbeitung:

Das Regelkreisverhalten mit T_N = T_1 kann mit einem PT1-Glied Verzögerungsverhalten 1. Ordnung vereinfacht werden, so dass als resultierender Modellparameter T1 verbleibt:

Damit sind zwei weitere Parameter für die Batch-Prozess-Simulation einzuführen:
w = 1 # Messrauschen
T1 = 1 # PT1-Filter-Zeitkonstante
Beispiele
Brennofen
Bei einem Brennofen - z.B. für Keramik-Erzeugnisse - ist genau das oben gezeigte Prozessführungsprofil erforderlich.
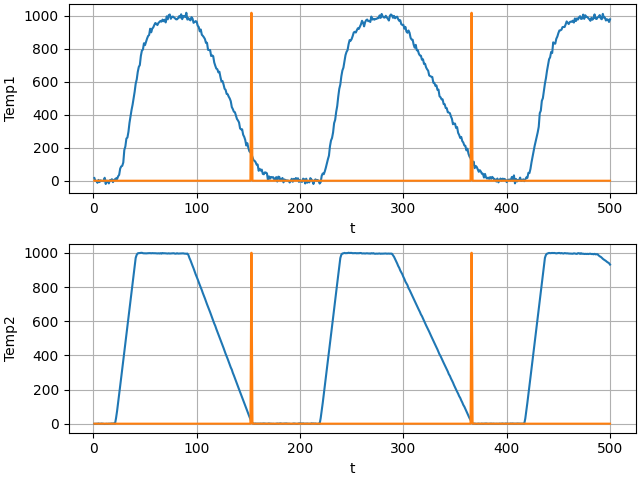
Die zugehörige toml-Konfigurationsdatei Download:
BrennProz.toml
# Abstastzeit in sec.
T = 1
# Zeitabschnitte == Differenzen, erster Wert = 0 !
dt = [0, 10, 20, 50, 60]
# Sigma (erster Wert =0)
tSig = [0, 50.01, 0.05, 0.06, 100]
[[bat]]
# Amplitudenwerte
x = [0, 0, 1000, 1000, 0]
# Rauschanteil (pro Durchlauf)
xSig = [0.001, 0.001, 0.005, 0.002, 0.002]
w = 10 # Messrauschen
T1 = 10 # PT1-Filter-Zeitkonstante
name = "Temp1" # Name der Größe
[bat.meta]
unit = "°C"
min = 0
max = 1200
[[bat]]
# Amplitudenwerte
x = [0, 0, 1000, 1000, 0]
# Rauschanteil (pro Durchlauf)
xSig = [0.001, 0.001, 0.005, 5, 0.002]
w = 1 # Messrauschen
T1 = 1 # PT1-Filter-Zeitkonstante
name = "Temp2" # Name der Größe
[bat.meta]
unit = "°C"
min = 0
max = 1200
Kunststoffspritzgießen
todo
Trest-Zeile
Test Nchsteeile